Like a VSF mill, also a DWP mill manufactures cellulosic fibres for their customers’ delicate spinning process.
In a typical Viscose Staple Fibre (VSF) production line of 60 000t/a capacity, more than 600 000 tons of spinning dope per year must flow through the line’s some 8 000 000 tiny spinneret orifices with 50μm diameter, at steady linear flow rate of c.1m/s, day in, day out. Keeping these millions of orifices clean is essential for both production efficiency and the quality of viscose fibre.
Improved quality and, thus, improved performance in yarn spinning, in fabric manufacturing and in textile end uses helps VSF to gain more market share in the global textile and fashion market – and there is very much to gain.
Our reference VSF mill has operated at high level of both efficiency and fiber quality, year after year, by routinely replacing 1/3 of the spinnerets with cleaned ones in every shift. So, every spinneret is cleaned once a day. This involves hands-on work by skilled personnel, next to a running spinning machine. A spinneret cleaning routine accompanies an expensive battery of modern viscose filters with automatic back-wash cycle, and two dope filtration stages earlier in the process. Disturbances in dope cleanliness translate into lost efficiency or lower quality, or both, and makes the production personnel run.
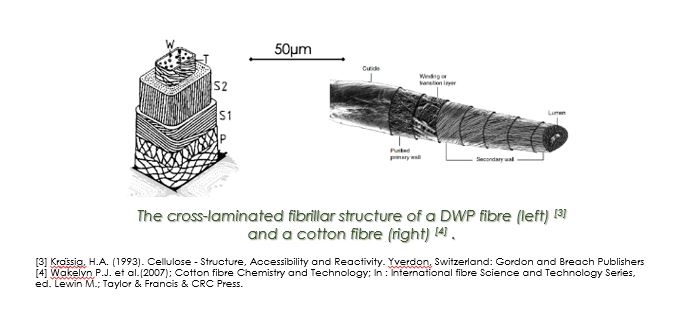
The spinning dope is prepared by chemically modifying, swelling and dissolving delignified wood fibres (or, e.g., recycled cotton), which have a sturdy, cross-laminated microfibrillar composite structure (pictured). It’s not surprising that some microscopic domains in some of the sturdy cell walls’ structure remain incompletely dissolved in the dope, even when high quality Dissolving grade Wood Pulps (DWPs) are used as the feed stock. It’s also noteworthy that, the 50μm diameter of a spinneret orifice is not awfully much larger than the thickness of a typical softwood pulp fibre.
In an ideal world, absolute, thorough reactivity and solubility of each individual pulp fibre would be the target. However, as one gram of pulp contains few million fibres (and, thus, some hundred million individual dissolved wood fibres pass through each of the 8 million spinneret orifice, each day), the numbers are against such target, to say the least!
Let’s say that having 99,9% of pulp fibres thoroughly dissolved is a reference point for good, filterable, spinnable dope. Still some 100 000 fibres per orifice per day would introduce some microscopic defect to the process for the filters and spinneret cleaners to handle. It’s no wonder that spinneret don’t stay clean for awfully long! Better not make that number to, say 300 000 (corresponding to only 99,7% thoroughness of reactivity and solubility). All undissolved microscopic defects are not due to unreactive domains of cellulose polymers; also impurities like mineral an pitch residues contribute to the number.
The fact that viscose dope, a solution of cellulose xanthate, is a meta-stable system, which gradually decomposes and precipitates, further emphasizes the importance of undisturbed run of the entire production process.
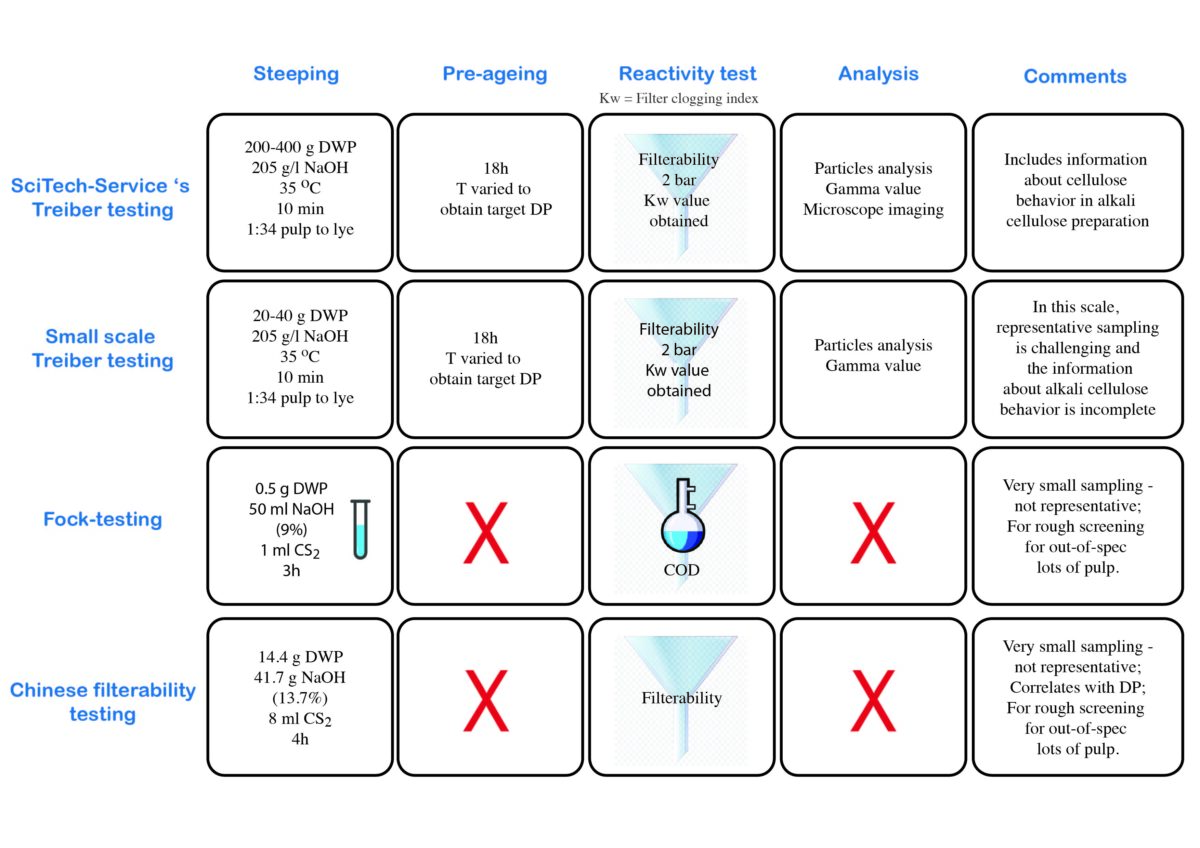
Indeed, knowing well his pulp feed stock is of great value to viscose fibre manufacturer’s business. No wonder that several different tests have been developed for assuring pulp’s good performance in the viscose process. Each of them serve different needs, as indicated in this table: